Jak vyrobit aniloxový válec proflexotiskový stroj
Většina tiskne jak pole, čáry, tak spojitý obraz. Aby byly uspokojeny potřeby různých tiskových produktů, uživatelé nesmí používat flexotiskový stroj s několika tiskovými jednotkami s několika válečkovými cvičeními. Vezměme si jako příklad úzkorozsahový jednotkový flexotiskový stroj, v současné době zavádíme 6+1, to je 6 barevných skupin pro vícebarevný tisk, poslední jednotku lze potisknout a UV glazování.
Pro tisk maximálně 150 řádků doporučujeme tento flexotiskový stroj 6+1 osadit 9ks aniloxových válců. Pro vrstvený tisk jsou použity čtyři ks 700řádkových aniloxových válců o tloušťce 2,3BCM (1 miliarda krychlových mikronů/palec) a 60°. 3ks 360 ~ 400 řádků, BCM6.0, 60° válec pro tisk v terénu; 2ks po 200 řádcích, BCM15 nebo tak, 60° válec pro tisk zlata a lazurování. Pokud používáte lehký olej na vodní bázi, měli byste zvolit válec s 360 řádky, aby byla olejová vrstva mírně tenčí, neovlivní rychlost tisku kvůli suchému lehkému oleji. Lesk na vodní bázi nemá zvláštní vůni UV lesku. Zařízení aniloxového válce lze určit testem a porovnáním během tisku. Tloušťka vrstvy inkoustu pozorovaná operátorem v testovacím procesu závisí hlavně na čísle řádku a hodnotě BCM aniloxového válce.
Aniloxový válec v procesu používání by měl věnovat pozornost tomu, jaké problémy
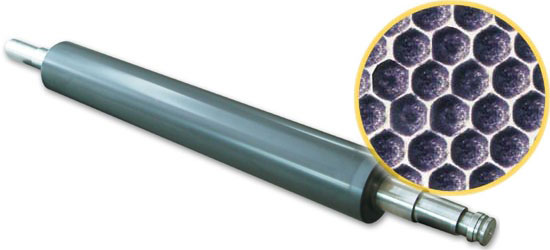
Zde říkáme válec je keramický válec pro laserové gravírování, používá se v letectví, letectví, odolnosti vůči vysokým teplotám, nátěrových materiálů odolných proti opotřebení, podle určité hustoty, hloubky a určitého úhlu, tvaru, s laserovým gravírováním. Tento válec se vyznačuje vysokou cenou, odolností proti opotřebení, při správném použití může být jeho životnost až několik let; Při nesprávném použití se zkrátí nejen životnost, ale i odpad válečku.
V procesu použití závisí poloha válce na tiskovém stroji na konkrétním tisku, jiný tisk, poloha válce je také odlišná, takže tisk často musí vyměnit drátěný válec. V současné době se stroj s úzkou šířkou používá hlavně pro pevný ocelový válec, velmi těžký, při instalaci válce, aby se zabránilo povrchovému krytu válce do jiných kovových předmětů. Protože je keramický povlak velmi tenký, je snadné způsobit trvalé poškození nárazem. V procesu tisku a čištění stroje by se inkoust neměl na válci zaschnout, použijte speciální detergent doporučený výrobci inkoustů na vodní bázi, k mytí použijte ocelový kartáč, aby bylo zajištěno čisté a důkladné čištění. A vypěstujte si zvyk často používat velkou lupu k pozorování otvoru v mřížce, jakmile zjistíte, že usazování inkoustu na dně otvoru v mřížce a postupný nárůst trendu by se měly včas vyčistit. Pokud výše uvedená metoda nefunguje, lze k ošetření použít ultrazvuk nebo pískování, ale musí být provedeno pod vedením výrobců válečků.
Při běžném používání a podmínkách údržby se není třeba obávat opotřebení válečků, hlavní opotřebitelné části systému přenosu inkoustu tvoří škrabka, naproti tomu opotřebení válečkového keramického povlaku lze říci minimální. Po mírném opotřebení válečku bude vrstva inkoustu tenčí.
Jaký je vztah mezi počtem tiskových síťových řádků a počtem síťových řádků válce
V mnoha článcích zavádějících technologii flexotisku je poměr počtu tiskových linek sítě k počtu linek válcové sítě nastaven na 1∶3,5 nebo 1∶4. Na základě praktických zkušeností a analýzy produktů oceněných Americkou asociací flexografických technologií (FTA) v posledních letech se autor domnívá, že hodnota by měla být vyšší, asi 1:4,5 nebo 1:5, a u některých produktů jemného tisku je poměr může být ještě vyšší. Důvodem je, že nejobtížnějším problémem při použití flexotiskové vrstvy je rozpínání tiskového bodu. Je vybrán válec s vyšším počtem síťových čar a vrstva inkoustu je tenčí. Bodová expanzní deformace se snadněji ovládá. Při tisku, pokud není inkoust dostatečně hustý, můžete zvolit inkoust na vodní bázi s vyšší koncentrací barev, abyste zajistili kvalitu tiskových produktů.
Čas odeslání: 15. června 2022